

รอคอยที่จะข้อความของคุณ
โรงงานของเราก่อตั้งขึ้นในปี 2549
-
 Mobile/Whats app/Wechat: +86-18761594570 ( คุณเจนนี่ เฉิน )
Mobile/Whats app/Wechat: +86-18761594570 ( คุณเจนนี่ เฉิน )
-
 E-mail: [email protected]
E-mail: [email protected]
ฟิล์มหดด้วยความร้อน POF: คุณสมบัติ การใช้งาน และการประมวลผล
ฟิล์มหดด้วยความร้อน POF คืออะไร และเหตุใดจึงกลายเป็นมาตรฐานอุตสาหกรรม
ฟิล์มหด POF ความร้อน — ฟิล์มหดด้วยความร้อนโพลีโอเลฟิน — เป็นฟิล์มบรรจุภัณฑ์อัดรีดหลายชั้นที่ผลิตจากเรซินโพลีเอทิลีน (PE) และโพลีโพรพีลีน (PP) ซึ่งจะหดตัวอย่างแน่นหนาและสม่ำเสมอรอบๆ ผลิตภัณฑ์เมื่อสัมผัสกับความร้อน ทำให้เกิดห่อป้องกันที่โปร่งใสและสอดคล้องกัน มันได้กลายเป็นวัสดุฟิล์มหดความร้อนที่โดดเด่นในอาหาร สินค้าอุปโภคบริโภค ยา และบรรจุภัณฑ์อุตสาหกรรม โดยแทนที่ฟิล์มหด PVC ที่ก่อนหน้านี้เคยเป็นมาตรฐานของตลาด เนื่องจากมีความชัดเจนที่เหนือกว่า ข้อมูลด้านความปลอดภัยของอาหาร ข้อมูลรับรองด้านสิ่งแวดล้อม และประสิทธิภาพในการประมวลผล
การเปลี่ยนจาก PVC มาเป็น POF เป็นหนึ่งในการทดแทนวัสดุที่สำคัญที่สุดในประวัติศาสตร์บรรจุภัณฑ์ ฟิล์มหด PVC จะปล่อยก๊าซกรดไฮโดรคลอริกเมื่อถูกความร้อน ซึ่งเป็นผลพลอยได้จากการกัดกร่อนที่สร้างความเสียหายให้กับอุปกรณ์อุโมงค์ความร้อนเมื่อเวลาผ่านไป และก่อให้เกิดข้อกำหนดในการระบายอากาศในสภาพแวดล้อมของบรรจุภัณฑ์ POF ไม่ก่อให้เกิดผลพลอยได้จากการเผาไหม้ที่เป็นพิษ ได้รับการอนุมัติสำหรับการสัมผัสอาหารโดยตรงภายใต้ FDA 21 CFR และ EU Regulation 10/2011 และสร้างการปล่อยก๊าซคาร์บอนที่ลดลงอย่างมากต่อกิโลกรัมของฟิล์มที่ผลิต ปริมาณการใช้ฟิล์มหดความร้อน POF ทั่วโลกในปัจจุบันเกิน 600,000 ตันต่อปี โดยภูมิภาคเอเชียแปซิฟิกมีส่วนแบ่งความต้องการที่ใหญ่ที่สุดและเติบโตเร็วที่สุด
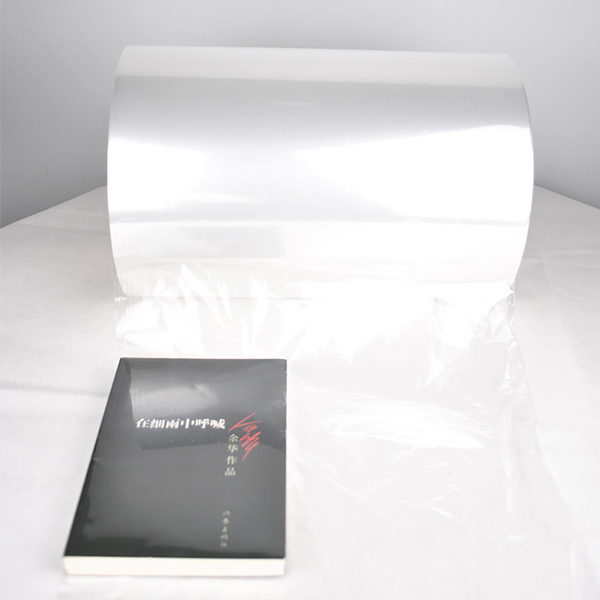
ความใสของแสงของวัสดุ ซึ่งโดยทั่วไปจะได้ค่าหมอกควันที่ต่ำกว่า 2% และระดับความมันเงาที่สูงกว่า 90 GU ทำให้ฟิล์มนี้เป็นตัวเลือกสำหรับการใช้งานบรรจุภัณฑ์ขายปลีกที่ข้อกำหนดด้านการมองเห็นผลิตภัณฑ์ผ่านการห่อหุ้มเป็นข้อกำหนดทางการค้า การหดตัวในแนวแกนที่สมดุล (อัตราการหดตัวโดยประมาณเท่ากันทั้งในเครื่องจักรและทิศทางตามขวาง) ช่วยให้สามารถปรับให้เข้ากับรูปทรงของผลิตภัณฑ์ที่ผิดปกติได้อย่างหมดจด โดยไม่มีการบิดเบี้ยว รอยย่น หรือ "หูสุนัข" ที่มุมที่ท้าทายฟิล์มที่มีความสมดุลน้อยกว่า
กระบวนการผลิตและโครงสร้างฟิล์ม
ฟิล์มหดด้วยความร้อน POF ผลิตโดยกระบวนการอัดรีดฟิล์มแบบเป่า ซึ่งชั้นโพลีเมอร์หลายชั้นจะถูกอัดขึ้นรูปพร้อมกันผ่านแม่พิมพ์วงแหวน พองตัวเป็นฟอง และดับอย่างรวดเร็วเพื่อล็อคในโครงสร้างอสัณฐานที่มีแกนสองแกน กระบวนการวางแนวนี้ — การยืดฟิล์มทั้งในทิศทางของเครื่อง (MD) และทิศทางตามขวาง (TD) ระหว่างการพองตัวของฟองสบู่ — เป็นสิ่งที่สร้างหน่วยความจำการหดตัวที่ทำให้ฟิล์มกลับไปสู่ขนาดเดิมที่ยังไม่ยืดออกเมื่อถูกอุ่นใหม่
สถาปัตยกรรมเลเยอร์
โดยทั่วไปฟิล์มหด POF เชิงพาณิชย์จะใช้โครงสร้างอัดรีดร่วมสามชั้นหรือห้าชั้น ชั้นผิวด้านนอก (โดยทั่วไปคือโพลีเอทิลีนความหนาแน่นต่ำเชิงเส้นหรือ metallocene PE) ให้ความสามารถในการปิดผนึก ความชัดเจนในการมองเห็น และคุณสมบัติการลื่นของพื้นผิว ชั้นแกนกลาง (โดยทั่วไปคือโพลีโพรพีลีนหรือส่วนผสม PP/PE) ให้ความแข็ง การสร้างแรงหดตัว และทนต่ออุณหภูมิ ในโครงสร้างห้าชั้น ชั้นที่ผูกเพิ่มเติมจะเชื่อมระบบโพลีเมอร์ที่ไม่เหมือนกันเข้าด้วยกัน ทำให้สามารถใช้เรซินหลักที่มีประสิทธิภาพสูงกว่าซึ่งจะไม่เกาะติดกับชั้นผิวหนังโดยตรง
โพลีโอเลฟินเรซินที่เร่งปฏิกิริยาด้วย Metallocene — ใช้ในฟิล์ม POF ระดับพรีเมี่ยม — ผลิตการกระจายน้ำหนักโมเลกุลที่แคบกว่าเรซินเร่งปฏิกิริยา Ziegler-Natta ทั่วไป ส่งผลให้ฟิล์มมีลักษณะการหดตัวสม่ำเสมอมากขึ้น อุณหภูมิเริ่มต้นการซีลต่ำกว่า และปรับปรุงความชัดเจน ข้อได้เปรียบด้านประสิทธิภาพเหล่านี้มีราคาระดับพรีเมียม 10-20% เหนือฟิล์ม POF มาตรฐาน และเป็นที่ต้องการในสายการบรรจุอัตโนมัติความเร็วสูง ซึ่งความสม่ำเสมอของกระบวนการและการลดของเสียของฟิล์มทำให้ต้นทุนวัสดุเพิ่มเติมเหมาะสม
เทคโนโลยีการเชื่อมขวาง
ฟิล์ม POF เชื่อมขวางได้รับการฉายรังสี (โดยทั่วไปคือลำแสงอิเล็กตรอนหรือการฉายรังสีแกมมา) หลังจากการอัดขึ้นรูปเพื่อสร้างพันธะโควาเลนต์ระหว่างสายโซ่โพลีเมอร์ ทำให้เกิดโครงสร้างเครือข่ายสามมิติ การเชื่อมขวางช่วยปรับปรุงประสิทธิภาพของฟิล์มหดได้อย่างมากในการใช้งานที่มีความต้องการสูง: ฟิล์มเชื่อมขวางแสดงแรงหดตัวที่สูงกว่าที่อุณหภูมิการหดตัวที่เท่ากัน ความทนร้อนที่ดีกว่า (ความต้านทานต่อการฉีกขาดในระหว่างกระบวนการหดตัว) และความต้านทานการเจาะทะลุที่ดีขึ้น เมื่อเทียบกับความหนาเท่ากันที่ไม่เชื่อมขวางที่มีความหนาเท่ากัน เป็นข้อกำหนดมาตรฐานสำหรับผลิตภัณฑ์ที่มีน้ำหนักมากหรือผิดปกติ เช่น ขวดหลายแพ็ค ผลิตภัณฑ์ฮาร์ดแวร์ และชุดอาหารที่เน่าเสียง่าย ซึ่งฟิล์มที่ไม่เชื่อมขวางจะฉีกขาดระหว่างการหดตัว

คุณสมบัติประสิทธิภาพหลักและวิธีการประเมิน
ประสิทธิภาพของฟิล์มหดด้วยความร้อน POF มีลักษณะเฉพาะด้วยชุดคุณสมบัติเฉพาะที่สามารถวัดได้ การทำความเข้าใจความหมายของคุณสมบัติแต่ละอย่างและผลกระทบต่อผลลัพธ์ของบรรจุภัณฑ์ช่วยให้ผู้ซื้อสามารถระบุฟิล์มที่ถูกต้องสำหรับการใช้งานของตน และประเมินผลิตภัณฑ์ของคู่แข่งบนพื้นฐานทางเทคนิคที่มีความหมาย
อัตราส่วนการหดตัวและความสมดุลการหดตัว
อัตราส่วนการหดตัวหมายถึงเปอร์เซ็นต์ที่ลดลงในขนาดฟิล์มเมื่อถูกให้ความร้อนจนถึงอุณหภูมิทดสอบมาตรฐาน (โดยทั่วไปคือ 120°C หรือ 150°C ต่อ มาตรฐาน ASTM D2732) โดยทั่วไปแล้ว ฟิล์ม POF เชิงพาณิชย์จะมีค่าการหดตัวอิสระรวมอยู่ที่ 40–80% ในค่า MD และ TD รวมกัน สมดุลการหดตัว — อัตราส่วนของการหดตัว MD ต่อ TD — มีความสำคัญเท่าเทียมกัน: ฟิล์มที่มีความสมดุล (ประมาณ 1:1 อัตราส่วน MD:TD) จะสอดคล้องกับผลิตภัณฑ์สามมิติอย่างเท่าเทียมกัน ในขณะที่ฟิล์มที่ไม่สมดุลจะทำให้เกิดรอยย่น อุโมงค์ หรือทำให้เกิดการบิดเบี้ยวของมุม ฟิล์ม POF ระดับพรีเมียมรักษาสมดุลการหดตัวภายในอัตราส่วน 10:9 ถึง 9:10 MD:TD ตลอดความกว้างเต็มม้วน
ความแข็งแรงของซีลและหน้าต่างซีล
ฟิล์ม POF ถูกปิดผนึกบนเครื่องบรรจุภัณฑ์แบบแท่งตัว L หรือเครื่องซีลด้านข้างโดยใช้ลวดหรือแท่งปิดผนึกแบบให้ความร้อน ความแข็งแรงของซีล — วัดเป็น N/25 มม. ต่อ มาตรฐาน ASTM F88 — จะต้องเพียงพอที่จะบรรจุผลิตภัณฑ์ผ่านอุโมงค์หดโดยไม่มีความล้มเหลวของซีล โดยทั่วไปแล้วต้องใช้ขั้นต่ำ 4–8 N/25 มม. ขึ้นอยู่กับน้ำหนักของผลิตภัณฑ์ ช่องซีล — ช่วงอุณหภูมิที่ฟิล์มปิดผนึกได้อย่างน่าเชื่อถือโดยไม่เกิดรอยไหม้หรือติดขัด — จะกำหนดละติจูดกระบวนการที่ผู้ควบคุมเครื่องจักรบรรจุภัณฑ์สามารถใช้ได้ หน้าต่างซีลที่กว้างขึ้น (โดยทั่วไปคือช่วง 20–30°C สำหรับ POF ระดับพรีเมียม เทียบกับ 10–15°C สำหรับเกรดมาตรฐาน) ช่วยลดเวลาหยุดทำงานของสายการผลิตบรรจุภัณฑ์และการสูญเสียฟิล์มได้อย่างมาก เกิดจากความล้มเหลวของซีลระหว่างความผันผวนของอุณหภูมิโดยรอบ
คุณสมบัติทางแสง
ความมัว (วัดตามมาตรฐาน มาตรฐาน ASTM D1003) และความเงา (วัดตามมาตรฐาน ASTM D2457) เป็นตัวกำหนดปริมาณความชัดเจนของแสง ฟิล์ม POF เชิงพาณิชย์มาตรฐานมีหมอกควันต่ำกว่า 3% และมีความเงา 60° เหนือ 85 GU; ฟิล์มเกรดออพติคัลระดับพรีเมียมมีหมอกควันต่ำกว่า 1.5% และมีความเงาสูงกว่า 95 GU สำหรับการใช้งานบรรจุภัณฑ์ขายปลีกที่ชั้นวางมีความสำคัญเชิงพาณิชย์ ประสิทธิภาพการมองเห็นเป็นเกณฑ์การคัดเลือกหลักควบคู่ไปกับคุณสมบัติการหดตัว
ความต้านทานการเจาะและการฉีกขาด
ความต้านทานการเจาะ (มาตรฐาน ASTM D5748) และความต้านทานการฉีกขาดของ Elmendorf (ASTM D1922) เป็นตัวกำหนดความสามารถของฟิล์มในการทนต่อการสัมผัสกับขอบผลิตภัณฑ์ที่มีความคมทั้งในระหว่างและหลังการหดตัว สำหรับผลิตภัณฑ์ที่มีมุมยื่นออกมา ฉลาก หรือคุณลักษณะพื้นผิวที่ไม่ปกติ คุณสมบัติเหล่านี้จะกำหนดข้อกำหนดฟิล์มขั้นต่ำที่ยอมรับได้ โดยทั่วไปแล้ว ฟิล์ม POF แบบเชื่อมขวางจะมีความต้านทานการเจาะทะลุได้สูงกว่าฟิล์มชนิดไม่มีการเชื่อมขวางที่มีความหนาเท่ากันถึง 30–50% ซึ่งมักจะทำให้สามารถลดขนาดลงได้ (โดยใช้ฟิล์มที่บางกว่า) ในขณะที่ยังคงประสิทธิภาพการป้องกันที่เทียบเท่ากัน
| คุณสมบัติ | POF มาตรฐาน | POF เชื่อมขวาง | วิธีทดสอบ |
|---|---|---|---|
| การหดตัวฟรีทั้งหมด (120°C) | 40–60% | 50–80% | ASTM D2732 |
| หมอก | <3% | <2% | ASTM D1003 |
| ความแข็งแรงของซีล | 4–6 นิวตัน/25มม | 6–10 นิวตัน/25มม | ASTM F88 |
| ความต้านทานการเจาะ | มาตรฐาน | 30–50% เทียบกับมาตรฐาน | ASTM D5748 |
| ช่วงความหนาทั่วไป | 12–25 ไมครอน | 15–30 ไมครอน | มาตรฐาน ASTM D6988 |
| การปฏิบัติตามข้อกำหนดการสัมผัสอาหาร | อย./สหภาพยุโรป 10/2011 | อย./สหภาพยุโรป 10/2011 | — |
การใช้งานทั่วทั้งภาคอุตสาหกรรม
ฟิล์มหดด้วยความร้อน POF สามารถรองรับการใช้งานได้กว้างเป็นพิเศษ ซึ่งเป็นหนึ่งในเหตุผลหลักที่ทำให้ฟิล์มหดกลายเป็นฟิล์มบรรจุภัณฑ์เริ่มต้นในอุตสาหกรรมต่างๆ มากมาย การผสมผสานระหว่างความปลอดภัยของอาหาร ความใสของแสง และความคล่องตัวในการประมวลผล ทำให้เหมาะสำหรับผลิตภัณฑ์ทุกประเภทที่มีวัสดุบรรจุภัณฑ์แบบยืดหยุ่นอื่นๆ เพียงไม่กี่ชนิดที่สามารถให้บริการพร้อมกันได้
อาหารและเครื่องดื่ม
บรรจุภัณฑ์อาหารเป็นส่วนการใช้งานปลายทางที่ใหญ่ที่สุดสำหรับฟิล์มหด POF ทั่วโลก ถาดผลิตผลสด ส่วนเนื้อสัตว์และสัตว์ปีก ขนมอบ แพ็กใหญ่สำหรับขนม และบรรจุภัณฑ์รวมน้ำดื่มบรรจุขวด ล้วนแต่ใช้ฟิล์ม POF การอนุมัติการสัมผัสอาหารโดยตรงภายใต้กฎระเบียบของ FDA และ EU รวมกับความสามารถของฟิล์มในการรักษาบรรยากาศที่ปรับเปลี่ยนรอบๆ ผลิตภัณฑ์ที่เน่าเสียง่ายเมื่อใช้กับถาดฐานแบบปิดผนึก ทำให้เป็นสิ่งที่ขาดไม่ได้ในแผนกอาหารสดในซุปเปอร์มาร์เก็ต POF แบบมีรูพรุน — โดยมีรูพรุนขนาดเล็กเพื่อให้สามารถแลกเปลี่ยนก๊าซได้ — เป็นมาตรฐานสำหรับการใช้งานผลิตผลสดที่ต้องจัดการการปล่อยก๊าซเอทิลีน
สินค้าอุปโภคบริโภคและการค้าปลีก
ของเล่น เครื่องสำอาง ซอฟต์แวร์ สื่อ และชุดของขวัญใช้ฟิล์มหด POF เพื่อจัดเตรียมหลักฐานการงัดแงะ มัดรวมหลายชิ้น และปรับปรุงการนำเสนอบนชั้นวาง ความใสของฟิล์มช่วยให้มองเห็นผลิตภัณฑ์ได้เต็มที่โดยไม่ต้องเปิดบรรจุภัณฑ์ ซึ่งเป็นข้อกำหนดที่สำคัญของการขายปลีก ในขณะที่การหดตัวที่แน่นหนาทำให้เกิดรูปลักษณ์ระดับพรีเมียมที่เจ้าของแบรนด์ต้องการ POF ยังเป็นฟิล์มมาตรฐานสำหรับการใช้งานฉลากแบบปลอกหดบนขวดและบรรจุภัณฑ์ โดยปลอกตกแต่งแบบเต็มตัวจะถูกหดให้สอดคล้องกับรูปทรงขวดที่ซับซ้อน
เภสัชกรรมและการดูแลสุขภาพ
บรรจุภัณฑ์ยาใช้ฟิล์มหด POF สำหรับการห่อบรรจุภัณฑ์ตุ่ม ลัง และการรวมหลายหน่วยที่เห็นได้ชัดโดยเห็นการงัดแงะ ข้อกำหนดด้านกฎระเบียบสำหรับบรรจุภัณฑ์ยาถือเป็นข้อกำหนดที่เข้มงวดที่สุดในบรรดาภาคส่วนใดๆ — ฟิล์มจะต้องเป็นไปตามข้อกำหนดการทดสอบแบบแยกได้และแบบชะล้างได้ แสดงให้เห็นถึงความสอดคล้องกันของคุณสมบัติทางกายภาพและทางเคมีแบบแบตต่อแบทช์ และมาพร้อมกับเอกสารการตรวจสอบย้อนกลับของวัสดุฉบับสมบูรณ์ โดยทั่วไปแล้ว ฟิล์ม POF เกรดยาจะมาพร้อมกับข้อมูลใบรับรองการวิเคราะห์ (CoA) สำหรับแต่ละล็อตการผลิต ครอบคลุมคุณสมบัติทางแสง ทางกล และทางเคมี โดยเทียบกับข้อกำหนดที่ผ่านการตรวจสอบแล้ว
อุตสาหกรรมและฮาร์ดแวร์
การใช้งาน POF ทางอุตสาหกรรมประกอบด้วยการมัดรวมบรรจุภัณฑ์ของท่อ ท่อ และโปรไฟล์ การห่อเครื่องมือและฮาร์ดแวร์ และการห่อหุ้มส่วนประกอบเพื่อป้องกันการขนส่ง โดยทั่วไปแล้ว การใช้งานเหล่านี้ต้องการฟิล์มเกจที่หนักกว่า (25–40 ไมครอน) ซึ่งมีความต้านทานการเจาะทะลุสูงและมีความสมบูรณ์ของการปิดผนึกที่แข็งแกร่ง มากกว่าประสิทธิภาพการมองเห็นที่ขับเคลื่อนข้อกำหนดเฉพาะของสินค้าอุปโภคบริโภค POF แบบเชื่อมขวางเป็นข้อกำหนดมาตรฐานสำหรับผลิตภัณฑ์อุตสาหกรรมที่ผิดปกติหรือหนักซึ่งฟิล์มมาตรฐานอาจฉีกขาดระหว่างการหดตัว
อุปกรณ์การประมวลผลและการเพิ่มประสิทธิภาพ
ฟิล์มหดความร้อน POF ทำงานได้ดีที่สุดเมื่อประมวลผลบนอุปกรณ์ที่กำหนดค่าสำหรับคุณสมบัติทางความร้อนและทางกลเฉพาะ อุปกรณ์การประมวลผลหลักประกอบด้วยเครื่องห่อและอุโมงค์หด และการทำงานร่วมกันระหว่างข้อกำหนดเฉพาะของฟิล์มและการตั้งค่าอุปกรณ์จะกำหนดคุณภาพของบรรจุภัณฑ์ขั้นสุดท้าย
เครื่องซีลบาร์รูปตัวแอล (ซึ่งซีลและตัดฟิล์มรอบผลิตภัณฑ์ไปพร้อมๆ กันในจังหวะเดียว) เป็นมาตรฐานสำหรับการใช้งานที่มีปริมาณน้อยถึงปานกลาง เครื่องเคลื่อนไหวต่อเนื่องแบบซีลด้านข้างให้บริการสายการผลิตความเร็วสูงที่ประมวลผล 30–120 บรรจุภัณฑ์ต่อนาที อุณหภูมิการเริ่มต้นการซีลที่ต่ำกว่าของ POF เมื่อเปรียบเทียบกับ PVC (โดยทั่วไปคือ 110–130°C เทียบกับ 140–160°C สำหรับ PVC) ช่วยให้รอบการซีลเร็วขึ้น และลดการใช้พลังงานต่อบรรจุภัณฑ์บนอุปกรณ์ที่เข้ากันได้
การกำหนดค่าอุโมงค์หด — โปรไฟล์อุณหภูมิ ความเร็วสายพาน และรูปแบบการไหลของอากาศ — จะต้องตรงกับเส้นโค้งการหดตัวของฟิล์ม โดยทั่วไปฟิล์ม POF ต้องการอุณหภูมิอุโมงค์ที่ 130–180°C ขึ้นอยู่กับความหนาของฟิล์มและมวลความร้อนของผลิตภัณฑ์ อุโมงค์หมุนเวียนอากาศแบบบังคับให้การกระจายความร้อนที่สม่ำเสมอที่สุดสำหรับการประมวลผล POF เพื่อหลีกเลี่ยงความร้อนสูงเกินไปเฉพาะจุดซึ่งอาจทำให้เกิดรูไหม้ในฟิล์มบางเมื่อใช้อุโมงค์อินฟราเรดเท่านั้นโดยไม่มีการจัดการการไหลเวียนของอากาศที่เพียงพอ
พารามิเตอร์การปรับประสิทธิภาพการประมวลผลที่สำคัญ ได้แก่ เวลาที่อยู่ในอุโมงค์ (ควบคุมโดยความเร็วของสายพาน) การแบ่งเขตอุณหภูมิ (โดยทั่วไปคือ 3 ถึง 5 โซนที่ควบคุมอย่างอิสระจากทางเข้าไปยังทางออก) และการสอบเทียบอุณหภูมิของลวดซีลหรือแท่ง สายการบรรจุหีบห่อสมัยใหม่รวมเอาระบบควบคุมอุณหภูมิแบบวงปิดที่รักษาสภาพอุโมงค์ให้อยู่ภายใน ±2°C ของจุดที่ตั้งไว้ ซึ่งช่วยปรับปรุงความสอดคล้องของบรรจุภัณฑ์ได้อย่างมาก เมื่อเทียบกับระบบแบบวงเปิดแบบเก่า ซึ่งอุณหภูมิอุโมงค์จริงอาจแตกต่างกัน ±10°C หรือมากกว่าในระหว่างการผลิต
ข้อมูลด้านความยั่งยืนและแนวโน้มด้านกฎระเบียบ
ฟิล์มหดด้วยความร้อน POF ครองตำแหน่งที่ค่อนข้างดีในด้านความยั่งยืนของบรรจุภัณฑ์แบบยืดหยุ่น แม้ว่าจะต้องเผชิญกับความท้าทายในอายุการใช้งานเช่นเดียวกับฟิล์มโพลีโอเลฟินส์ที่มีความยืดหยุ่นทั้งหมดในตลาดที่โครงสร้างพื้นฐานการรวบรวมและการรีไซเคิลฟิล์มแบบยืดหยุ่นยังคงมีจำกัด
จากมุมมองของการปล่อยก๊าซคาร์บอนไดออกไซด์ในการผลิต POF เปรียบเทียบได้ดีกับ PVC (ไม่มีสารเคมีคลอรีน พลังงานในกระบวนการต่ำกว่า) และกับวัสดุบรรจุภัณฑ์ทางเลือกที่มีน้ำหนักมากกว่า (ถาดพลาสติกแข็ง กล่องกระดาษลูกฟูก) ในหน่วยการทำงาน — มวลของวัสดุที่จำเป็นเพื่อให้บรรลุการปกป้องผลิตภัณฑ์ที่เทียบเท่ากัน โดยทั่วไปการประเมินวงจรชีวิตจะแสดงให้เห็นว่าการห่อด้วยฟิล์มหดด้วย POF เป็นหนึ่งในตัวเลือกบรรจุภัณฑ์ที่มีคาร์บอนเข้มข้นต่ำที่สุดสำหรับผลิตภัณฑ์ที่จำเป็นต้องครอบคลุมการห่อทั้งหมด
ความสามารถในการรีไซเคิลยังคงเป็นความท้าทายด้านความยั่งยืนที่สำคัญ ตามทฤษฎีแล้ว ฟิล์ม POF สามารถรีไซเคิลได้ภายในกระแสฟิล์มโพลีโอเลฟินส์ที่มีความยืดหยุ่น แต่ในทางปฏิบัติจำเป็นต้องมีการรวบรวมผ่านโปรแกรมการรับคืนหรือส่งที่ร้านโดยเฉพาะ แทนที่จะรีไซเคิลริมขอบถนน เนื่องจากระบบคัดแยกในเขตเทศบาลส่วนใหญ่ไม่สามารถแยกฟิล์มยืดหยุ่นบางออกจากวัสดุรีไซเคิลอื่นๆ ได้ ผู้ผลิตฟิล์ม POF ชั้นนำหลายรายได้แนะนำสูตร PE ทั้งหมดที่เป็นวัสดุเดี่ยว ซึ่งเข้ากันได้กับกระแสการรีไซเคิลฟิล์ม PE ที่ได้รับการยอมรับอย่างกว้างขวาง ซึ่งเป็นการพัฒนาที่สำคัญสำหรับแบรนด์ต่างๆ ที่ต้องการปฏิบัติตามความมุ่งมั่นระดับโลกของมูลนิธิ Ellen MacArthur ในการกำจัดบรรจุภัณฑ์ที่เป็นปัญหาภายในเป้าหมายปี 2568
กฎระเบียบด้านบรรจุภัณฑ์และของเสียจากบรรจุภัณฑ์ของสหภาพยุโรป (PPWR) ซึ่งคาดว่าจะกำหนดปริมาณรีไซเคิลขั้นต่ำและข้อกำหนดในการรีไซเคิลสำหรับบรรจุภัณฑ์ทั้งหมดที่ขายในตลาดสหภาพยุโรปภายในปี 2573 จะสร้างแรงกดดันเพิ่มเติมให้กับผู้ผลิตฟิล์ม POF เพื่อแสดงให้เห็นถึงการปฏิบัติตามข้อกำหนดในการรีไซเคิล ซึ่งเป็นพื้นที่ที่อุตสาหกรรมกำลังลงทุนอย่างมีนัยสำคัญในการปฏิรูปการออกแบบเพื่อการรีไซเคิลและโปรแกรมการรับรองการรีไซเคิลของบุคคลที่สาม
สินค้าแนะนำ






ติดต่อเรา
ต้องการทราบข้อมูลเพิ่มเติม?
- E-mail: [email protected]
- Phone: +86-18761594570 ( คุณเจนนี่ เฉิน )
- WhatsApp: +86-18761594570
- Address : เลขที่ 58-2 ถนน Panlongshan เมือง Shanguan เมือง Jiangyin มณฑล Jiangsu ประเทศจีน
ลิงค์ด่วน
หมวดหมู่สินค้า
ติดตามเรา
ลิขสิทธิ์ © 2025 by Jiangyin Guanghong บรรจุภัณฑ์วัสดุ จำกัด Rights Reserved.
 ผู้ผลิตฟิล์มหด POF
ผู้ผลิตฟิล์มหด POF