

รอคอยที่จะข้อความของคุณ
โรงงานของเราก่อตั้งขึ้นในปี 2549
-
 Mobile/Whats app/Wechat: +86-18761594570 ( คุณเจนนี่ เฉิน )
Mobile/Whats app/Wechat: +86-18761594570 ( คุณเจนนี่ เฉิน )
-
 E-mail: [email protected]
E-mail: [email protected]
ฟิล์มหดห่อ POF: คุณสมบัติ เกรด และคู่มือการใช้งาน
ฟิล์มหด POF เป็นวัสดุบรรจุภัณฑ์หดที่ใช้กันอย่างแพร่หลายและใช้กันอย่างแพร่หลายที่สุดสำหรับการใช้งานเพื่อการค้าปลีกและเชิงพาณิชย์
ฟิล์มหด POF — ฟิล์มหดโพลีโอเลฟินส์ — เป็นฟิล์มเทอร์โมพลาสติกแบบหลายชั้นที่มีแกนสองแกน ซึ่งจะหดตัวอย่างแน่นหนารอบๆ ผลิตภัณฑ์เมื่อใช้ความร้อน ทำให้เกิดบรรจุภัณฑ์ที่ชัดเจน มันเงา และป้องกันการงัดแงะ POF ได้กลายเป็นวัสดุห่อหุ้มที่โดดเด่นในบรรจุภัณฑ์ขายปลีก การรวมอาหาร เครื่องสำอาง ของเล่น เครื่องเขียน และบรรจุภัณฑ์ซอฟต์แวร์ แทนที่ฟิล์มหด PVC ในตลาดส่วนใหญ่ในช่วงสองทศวรรษที่ผ่านมา เนื่องจากมีความชัดเจนที่เหนือกว่า ความปลอดภัยในการสัมผัสกับอาหาร อุณหภูมิการปิดผนึกที่ต่ำกว่า และไม่มีก๊าซไฮโดรเจนคลอไรด์ที่เป็นพิษที่ PVC ปล่อยออกมาเมื่อถูกความร้อน
ฟิล์มหด POF ผลิตจากเรซินโพลีโอเลฟินส์ ซึ่งโดยหลักแล้วเป็นโพลีเอทิลีน (PE) และโพลีโพรพีลีน (PP) ที่ถูกอัดรีดร่วมกันในหลายชั้น และวางแนวในแนวแกนสองแกน (ยืดทั้งในเครื่องจักรและในทิศทางตามขวาง) เพื่อสร้างหน่วยความจำโมเลกุลที่ทำให้หดตัวเมื่อสัมผัสกับความร้อน ผลลัพธ์ที่ได้คือฟิล์มที่แกร่งกว่า ชัดเจนกว่า และยืดหยุ่นกว่าวัสดุชั้นเดียว สามารถห่อผลิตภัณฑ์ได้แทบทุกรูปทรงด้วยผลลัพธ์ระดับมืออาชีพทั้งบนสายการผลิตแบบแมนนวลและแบบอัตโนมัติความเร็วสูง
ฟิล์มหด POF ทำงานอย่างไร: ศาสตร์แห่งการวางแนวแกนสองแกน
การทำความเข้าใจสิ่งที่เกิดขึ้นภายในฟิล์ม POF ในระหว่างการผลิตและระหว่างการหดตัวจะอธิบายได้ว่าทำไมฟิล์มจึงมีพฤติกรรมแตกต่างจากฟิล์มโพลีเอทิลีนทั่วไป และเหตุใดพารามิเตอร์กระบวนการจึงมีความสำคัญอย่างมากเพื่อให้ได้ผลลัพธ์ที่สม่ำเสมอ
การวางแนวสองแกนและหน่วยความจำระดับโมเลกุล
ในระหว่างการผลิต ฟิล์มโพลีโอเลฟินส์ที่อัดรีดร่วมจะถูกยืดพร้อมกันหรือตามลำดับทั้งในทิศทางของเครื่องจักร (MD) และทิศทางตามขวาง (TD) ที่อุณหภูมิสูงกว่าจุดเปลี่ยนสถานะคล้ายแก้วของเรซิน แต่ต่ำกว่าจุดหลอมเหลว การวางแนวนี้จะจัดแนวและยืดสายโซ่โพลีเมอร์ทั้งสองทิศทาง เมื่อฟิล์มเย็นตัวลง โซ่จะถูกล็อคให้อยู่ในสถานะยืดออก โดยกักเก็บพลังงานยืดหยุ่นไว้ที่ระดับโมเลกุล เมื่อฟิล์มเชิงตัวถูกให้ความร้อนสูงกว่าอุณหภูมิการวางแนวในระหว่างการบรรจุภัณฑ์แบบหดตัว โซ่โพลีเมอร์จะคลายตัวกลับไปสู่โครงสร้างเดิม ส่งผลให้ฟิล์มหดตัว 30–80% ในแต่ละทิศทาง ขึ้นอยู่กับเกรดฟิล์มและความร้อนที่ใช้
ระดับของการวางแนว — และปริมาณของการหดตัวและแรงหดตัว — จะถูกควบคุมในระหว่างการผลิตโดยอัตราส่วนการยืดที่ใช้ ฟิล์มหด POF มาตรฐานส่วนใหญ่จะมีอัตราส่วนการยืดประมาณ 5:1 ถึง 7:1 ในทั้งสองทิศทาง ทำให้เกิดฟิล์มที่มีการหดตัวที่สมดุล (MD และ TD เท่ากัน) ที่ 50–75% ที่อุณหภูมิการเปิดใช้งานเต็ม ฟิล์มม้วนตรงกลางและม้วนเดียวสำหรับแท่ง L และเครื่องซีลด้านข้างผลิตขึ้นด้วยเครื่องชั่งการหดตัว MD-to-TD เฉพาะเพื่อปรับลักษณะการพันให้เหมาะสมบนรูปทรงของผลิตภัณฑ์ที่แตกต่างกัน
โครงสร้างการอัดรีดร่วมหลายชั้น
ฟิล์มหด POF เชิงพาณิชย์ไม่ใช่แบบเสาหิน — เป็นโครงสร้างหลายชั้นอัดรีดร่วมกัน โดยทั่วไปจะเป็น 3 หรือ 5 ชั้น โดยที่เรซินประเภทต่างๆ ในชั้นต่างๆ จะให้คุณสมบัติที่แตกต่างกัน โครงสร้าง POF 3 ชั้นทั่วไปใช้:
- ชั้นผิวหนังชั้นนอก (แบบ PP): ให้ความชัดเจน ความเงางาม และการปกป้องเชิงกล นอกจากนี้ PP ยังมีส่วนทำให้ฟิล์มมีความแข็งและสามารถพิมพ์ได้
- ชั้นแกนกลาง (แบบ PE): ให้ความเหนียว ความยืดหยุ่น และคุณสมบัติการผนึกความร้อนเบื้องต้น PE ทำให้ POF มีความสามารถในการปิดผนึกที่อุณหภูมิต่ำได้อย่างดีเยี่ยม และทนทานต่อการฉีกขาดระหว่างการห่อด้วยความเร็วสูง
โครงสร้าง 5 ชั้นเพิ่มชั้นผูกหรือชั้นการทำงานเพิ่มเติม — คุณสมบัติป้องกันการเกิดฝ้าสำหรับบรรจุภัณฑ์อาหาร ชั้นป้องกันไฟฟ้าสถิตสำหรับอุปกรณ์อิเล็กทรอนิกส์ หรือคุณสมบัติการกั้นที่เพิ่มขึ้นสำหรับผลิตภัณฑ์ที่ไวต่อความชื้น ความหนาฟิล์มรวมสำหรับฟิล์มหด POF เชิงพาณิชย์อยู่ระหว่าง 12 ถึง 25 ไมครอน สำหรับการใช้งานขายปลีกมาตรฐาน โดยมีเกรดพิเศษสูงถึง 35 ไมครอนสำหรับผลิตภัณฑ์ที่มีน้ำหนักมากกว่าหรือบรรจุภัณฑ์การนำเสนอระดับพรีเมียม
ฟิล์มหด POF เทียบกับฟิล์มหด PVC และ PE: ทำไม POF ถึงชนะในการใช้งานส่วนใหญ่
POF ไม่ได้เปลี่ยนฟิล์มหด PVC และ PE โดยบังเอิญ แต่นำเสนอคุณสมบัติด้านประสิทธิภาพที่ผสมผสานกันซึ่งทางเลือกอื่นไม่ตรงกับข้อกำหนดด้านบรรจุภัณฑ์ทั้งหมด
| คุณสมบัติ | POF (โพลีโอเลฟิน) | พีวีซี (โพลีไวนิลคลอไรด์) | PE (โพลีเอทิลีน) |
|---|---|---|---|
| ความชัดเจนทางแสง | ดีเยี่ยม (หมอกควัน <2%) | ดี | ปานกลางถึงยากจน |
| ช่วงการหดตัว (% เมื่อเปิดใช้งาน) | 30–80% | 20–60% | 10–40% |
| อุณหภูมิการปิดผนึก | ต่ำ (120–150°C) | ปานกลาง (140–170°C) | ปานกลาง-สูง (150–180°C) |
| ความปลอดภัยในการสัมผัสกับอาหาร | ใช่ (เป็นไปตามข้อกำหนดของ FDA, EU) | ถูกจำกัด (พลาสติก) | ใช่ |
| ควันพิษเมื่อปิดผนึก/หดตัว | ไม่มี | HCl และไดออกซิน | ไม่มี |
| ความต้านทานการฉีกขาด/ความเหนียว | สูง | ต่ำ-ปานกลาง (เปราะ) | สูง |
| ประสิทธิภาพที่อุณหภูมิต่ำ | ยอดเยี่ยม (ยังคงความยืดหยุ่น) | แย่ (เปราะต่ำกว่า 0°C) | ดี |
| ความสามารถในการรีไซเคิล | ใช่ (polyolefin stream) | ยาก (ปนเปื้อนลำธาร) | ใช่ |
| ต้นทุนวัสดุสัมพันธ์ | ปานกลาง | ต่ำ | ต่ำ |
ต้นทุนต่ำของฟิล์มหด PVC ทำให้เป็นมาตรฐานอุตสาหกรรมตลอดช่วงทศวรรษ 1980 และ 1990 แต่ ก๊าซไฮโดรเจนคลอไรด์ที่ปล่อยออกมาเมื่อ PVC ถูกปิดผนึกและหดตัว กัดกร่อนสายไฟซีลและองค์ประกอบความร้อน สร้างสภาพแวดล้อมการทำงานที่ไม่พึงประสงค์ และจัดว่าเป็นอันตรายต่อสุขภาพ ต้องการการระบายอากาศ - ต้นทุนการดำเนินงานที่กัดกร่อนความได้เปรียบด้านต้นทุนวัสดุ หลายประเทศและผู้ค้าปลีกรายใหญ่ได้หันมาใช้ POF สำหรับบรรจุภัณฑ์พร้อมสำหรับการขายปลีก ซึ่งส่งผลให้ PVC ในตลาดสินค้าอุปโภคบริโภคสิ้นสุดลงอย่างมีประสิทธิภาพ
เกรด เกจ และรูปแบบของฟิล์มหด POF
ฟิล์มหด POF มีจำหน่ายในช่วงความหนา อัตราส่วนการหดตัว และรูปแบบทางกายภาพ เพื่อให้ตรงกับผลิตภัณฑ์ เครื่องจักร และข้อกำหนดปริมาณงานที่แตกต่างกัน
ความหนาของฟิล์ม (เกจ)
ความหนาของฟิล์มระบุเป็นไมครอน (µm) หรือเกจ (โดยที่ 100 เกจ = 25.4 µm) ช่วงความหนาที่ใช้กันอย่างแพร่หลายสำหรับฟิล์มหด POF สำหรับการขายปลีกและเชิงพาณิชย์คือ 15–19 ไมครอน (60–75 เกจ) ซึ่งให้ความแข็งแรงเพียงพอสำหรับผลิตภัณฑ์ส่วนใหญ่ในขณะที่ลดการใช้ฟิล์มต่อบรรจุภัณฑ์ ฟิล์มหนาใช้สำหรับผลิตภัณฑ์ที่หนักกว่า คมกว่า หรือมีฤทธิ์กัดกร่อนมากกว่า:
- 12–15 µm (47–60 เกจ): ฟิล์มน้ำหนักเบามากสำหรับผลิตภัณฑ์ขนาดเล็กที่มีพื้นผิวเรียบ เช่น ไพ่ เครื่องเขียนขนาดเล็ก และอาหารเสิร์ฟเดี่ยว ลดต้นทุนวัสดุต่อหน่วยให้เหลือน้อยที่สุด แต่มีความต้านทานการเจาะทะลุน้อยลง
- 15–19 µm (60–75 เกจ): กลุ่มอเนกประสงค์มาตรฐาน ดีวีดี หนังสือ เครื่องสำอาง อาหารกล่อง ชุดของขวัญ และผลิตภัณฑ์ขายปลีกทั่วไป คุ้มค่าที่สุดสำหรับสายการผลิตอัตโนมัติปริมาณปานกลาง
- 19–25 µm (75–100 เกจ): สำหรับผลิตภัณฑ์ที่มีขอบคม น้ำหนักมาก หรือมีพื้นผิวที่มีฤทธิ์กัดกร่อน - อุปกรณ์ฮาร์ดแวร์ กล่องที่เป็นโลหะ กล่องบรรจุกระป๋องหลายแพ็ค ความต้านทานต่อการฉีกขาดที่สูงขึ้นจะช่วยลดความเสียหายระหว่างการขนส่ง
- 25–35 µm (100–138 เกจ): เกรดสำหรับงานหนักสำหรับการรวมกลุ่มทางอุตสาหกรรม การรวมสินค้าหลายแพ็คขนาดใหญ่ และผลิตภัณฑ์ที่ต้องได้รับการจัดการอย่างสมบุกสมบัน มักใช้กับเครื่องซีลแท่ง L หรือเครื่องห่อแบบปลอกสำหรับงานหนัก แทนที่จะใช้กับเครื่องขายปลีกน้ำหนักเบา
รูปแบบฟิล์ม: พับกลางเทียบกับแผลเดี่ยว
ฟิล์มหด POF มีจำหน่ายในรูปแบบทางกายภาพหลักสองรูปแบบซึ่งสอดคล้องกับประเภทเครื่องซีลที่แตกต่างกัน:
- พับตรงกลาง (พับแบน): ฟิล์มถูกพับตามยาวตรงกลางและพันบนแกนที่มีสองชั้น ผลิตภัณฑ์ถูกแทรกเข้าไปในฟิล์มที่พับอยู่ และซีลรูปตัว L เดียวจะปิดด้านที่เปิดอยู่ ใช้กับเครื่องซีลแอลบาร์ ซึ่งเป็นเครื่องพันฟิล์มหดที่ใช้กันทั่วไปในการขายปลีก ความกว้างตรงกลาง 300–700 มม. ครอบคลุมขนาดผลิตภัณฑ์ขายปลีกส่วนใหญ่
- แผลเดี่ยว (นอนราบ): ม้วนชั้นเดียวที่ใช้กับเครื่องห่อแบบปลอก (หรือเรียกว่าเครื่องห่อแบบซีลด้านข้างหรือแบบเคลื่อนไหวต่อเนื่อง) ที่สร้างเป็นท่อรอบๆ ผลิตภัณฑ์ มีประสิทธิภาพมากขึ้นสำหรับไลน์อัตโนมัติความเร็วสูง — เครื่องห่อแบบปลอกที่มีฟิล์ม POF แบบพันรอบเดียวสามารถบรรลุอัตราปริมาณงาน 60–120 แพ็คต่อนาที บนสายการบรรจุอาหาร เครื่องดื่ม และสินค้าอุปโภคบริโภค
ฟิล์ม POF แบบเชื่อมขวางและไม่ใช่แบบเชื่อมขวาง
ฟิล์มหด POF มาตรฐานไม่มีการเชื่อมขวาง ฟิล์ม POF เชื่อมขวางผ่านลำแสงอิเล็กตรอนหรือการเชื่อมขวางทางเคมีหลังจากการปฐมนิเทศ ซึ่งสร้างพันธะโมเลกุลข้ามสายโซ่โพลีเมอร์ — เพิ่มความต้านทานการเจาะทะลุ ความแข็งแรงร้อน (ความต้านทานการฉีกขาดของฟิล์มระหว่างการดำเนินการปิดผนึก) และคุณภาพของการหดตัวรอบรูปร่างที่ซับซ้อนอย่างมีนัยสำคัญ ฟิล์ม POF แบบเชื่อมขวางมีราคาแพงกว่าเกรดมาตรฐานถึง 30–50% แต่ระบุไว้สำหรับบรรจุภัณฑ์การนำเสนอระดับพรีเมี่ยม ผลิตภัณฑ์ที่มีรูปร่างผิดปกติ ผลิตภัณฑ์ที่มีขอบคมหรือยื่นออกมา และการใช้งานที่การห่อต้องเป็นไปตามรูปทรงพื้นผิวที่มีรายละเอียดแน่นมาก นอกจากนี้ยังง่ายกว่าในการซีลด้วยความเร็วสูงมากโดยไม่เสี่ยงที่ฟิล์มจะระเบิดที่ซีลระหว่างการซีล

อุปกรณ์ที่จำเป็นในการรันฟิล์มหด POF
ฟิล์มหด POF ต้องใช้อุปกรณ์สองชิ้นที่แตกต่างกันในการผลิตบรรจุภัณฑ์สำเร็จรูป: เครื่องซีลเพื่อห่อและปิดผนึกฟิล์มรอบผลิตภัณฑ์ และอุโมงค์หดเพื่อใช้ความร้อนและกระตุ้นการหดตัว เครื่องปิดผนึกและอุโมงค์จะต้องจับคู่กัน เกรดฟิล์ม และผลิตภัณฑ์ที่กำลังบรรจุ
เครื่องซีลแอลบาร์
เครื่องซีลบาร์รูปตัว L (หรือที่เรียกว่าเครื่องซีลตัว L) ใช้ลวดหรือใบมีดรูปตัว L ที่จะซีลและตัดตามทั้งสองด้านของบรรจุภัณฑ์ไปพร้อมๆ กันในคราวเดียว โดยสายหนึ่งตัดที่ด้านหน้าของผลิตภัณฑ์และอีกสายหนึ่งจะตัดที่ด้านข้าง วางผลิตภัณฑ์บนแผ่นฟิล์ม โดยเลื่อนแถบ L ลง และด้านที่เปิดอยู่ทั้งสองด้านจะถูกปิดผนึกและตัดแต่งในขั้นตอนเดียว เครื่องซีลแอลบาร์ใช้กับฟิล์มพับตรงกลางเท่านั้น เครื่องซีลแอลบาร์แบบแมนนวลและกึ่งอัตโนมัติเป็นอุปกรณ์บรรจุภัณฑ์แบบหดตัวที่ใช้กันทั่วไปมากที่สุดสำหรับการใช้งานในปริมาณน้อยถึงปานกลาง — ความเร็ว 5–20 แพ็คต่อนาที ขึ้นอยู่กับทักษะของผู้ปฏิบัติงานและขนาดผลิตภัณฑ์ เครื่องซีลแท่ง L อัตโนมัติเต็มรูปแบบพร้อมระบบป้อนสายพานลำเลียงในตัว สามารถบรรจุได้ 20–50 แพ็คต่อนาที
เครื่องห่อแบบมีปลอก (เครื่องห่อแบบซีลด้านข้างและแบบไหลแนวนอน)
เครื่องห่อแบบปลอกจะสร้างท่อฟิล์ม POF แบบพันรอบเดี่ยวอย่างต่อเนื่องรอบๆ กระแสผลิตภัณฑ์ที่กำลังเคลื่อนที่ จากนั้นติดผนึกขวางเพื่อปิดปลายของแต่ละบรรจุภัณฑ์ ผลิตภัณฑ์จะถูกลำเลียงผ่านเครื่องจักรอย่างต่อเนื่อง และรอบการซีลและการตัดจะถูกกำหนดเวลาไว้ที่ระดับผลิตภัณฑ์ เครื่องห่อแบบปลอกจะเร็วกว่า สม่ำเสมอกว่า และเหมาะสำหรับการรวมเข้ากับสายการผลิตอัตโนมัติมากกว่าเครื่องซีลแบบ L-bar แต่ต้องใช้เงินลงทุนสูงกว่า (10,000-80,000 ปอนด์สำหรับเครื่องซีลแบบปลอกอัตโนมัติ เทียบกับ 500-5,000 ปอนด์สำหรับเครื่องซีลแบบ L-bar กึ่งอัตโนมัติ) และใช้แบบแผลเดี่ยวแทนที่จะเป็นฟิล์มพับตรงกลาง
อุโมงค์หด
หลังจากการปิดผนึก ผลิตภัณฑ์ที่ห่อไว้ (แต่ยังไม่หดตัว) จะผ่านอุโมงค์หด ซึ่งเป็นห้องปิดที่มีอากาศร้อนหมุนเวียนที่อุณหภูมิและความเร็วที่ควบคุม ความร้อนจะกระตุ้นการวางแนวแกนสองแกนในฟิล์ม POF ทำให้ฟิล์มหดตัวแน่นรอบๆ ผลิตภัณฑ์ โดยทั่วไปฟิล์มหด POF จะเปิดใช้งานที่อุณหภูมิอุโมงค์ 120–160°C (250–320°F) ต่ำกว่าฟิล์มหด PE อย่างมาก (ซึ่งอาจต้องใช้อุณหภูมิ 180–200°C) ซึ่งเป็นข้อได้เปรียบด้านประสิทธิภาพการใช้พลังงานสำหรับ POF ความเร็วของสายพานอุโมงค์ อุณหภูมิอากาศ และความเร็วการไหลเวียนของอากาศจะต้องสมดุลเพื่อให้ได้เต็มที่ แม้จะหดตัวโดยไม่ทำให้เกิดรูบนฟิล์มหรือทำให้เกิดรอยย่นและรูปลักษณ์ที่บิดเบี้ยว
อุโมงค์ลมร้อนเป็นมาตรฐานสากลสำหรับฟิล์ม POF อุโมงค์หดแบบอินฟราเรด (IR) ใช้สำหรับผลิตภัณฑ์ที่ไวต่อความร้อน — เครื่องสำอางที่มีฉลาก กล่องช็อคโกแลต ผลิตภัณฑ์ที่ไม่สามารถทนต่อการสัมผัสความร้อนจากอากาศเป็นเวลานานได้ — เนื่องจาก IR กระตุ้นการหดตัวได้รวดเร็วยิ่งขึ้นโดยมีการถ่ายเทความร้อนตกค้างไปยังผลิตภัณฑ์น้อยลง อุโมงค์ไอน้ำใช้สำหรับการใช้งานด้านอาหารและเครื่องดื่มโดยเฉพาะ ซึ่งจำเป็นต้องมีการควบคุมความชื้นควบคู่ไปกับการหดตัว
อุตสาหกรรมหลักและการประยุกต์สำหรับฟิล์มหด POF
การผสมผสานระหว่างความใส ความปลอดภัยของอาหาร ความทนทาน และความคล่องตัวในกระบวนการผลิตของฟิล์มหด POF ทำให้ฟิล์มหดเป็นวัสดุบรรจุภัณฑ์เริ่มต้นในอุตสาหกรรมที่หลากหลายอย่างน่าทึ่ง
บรรจุภัณฑ์อาหารและเครื่องดื่ม
ฟิล์มหด POF เกรดอาหารใช้สำหรับถาดผลิตผลสด ขนมอบ ขนมหวาน ถาดอาหารพร้อมรับประทาน เครื่องดื่มหลายแพ็ค และการรวมกลุ่มผลิตภัณฑ์นม ฟิล์ม POF ป้องกันการเกิดฝ้า — พร้อมการเคลือบที่ป้องกันไม่ให้ไอน้ำควบแน่นเป็นหยดทึบแสงบนพื้นผิวฟิล์ม — จำเป็นสำหรับการแสดงอาหารแช่เย็นและแช่เย็นซึ่งผู้บริโภคต้องมองเห็นผลิตภัณฑ์ผ่านฟิล์ม POF ป้องกันฝ้ารักษาความชัดเจนแม้ในขณะที่ฟิล์มเคลื่อนจากห้องเย็นไปสู่อุณหภูมิขายปลีกโดยรอบ การปฏิบัติตามข้อกำหนดการสัมผัสอาหารภายใต้กฎระเบียบ EU 10/2011 และ FDA 21 CFR ถือเป็นมาตรฐานสำหรับผู้ผลิตฟิล์ม POF ที่มีชื่อเสียง
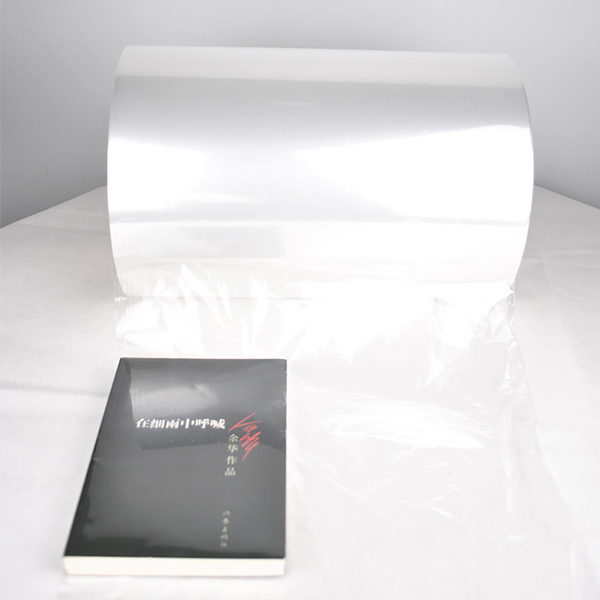
การค้าปลีกและสินค้าอุปโภคบริโภค
ดีวีดี บลูเรย์ วิดีโอเกม หนังสือ เครื่องเขียน เครื่องสำอาง ของเล่น ชุดของขวัญ และอุปกรณ์อิเล็กทรอนิกส์ เป็นหนึ่งในแอปพลิเคชั่นขายปลีกที่มีปริมาณมากที่สุดสำหรับฟิล์มหด POF ความใสดุจคริสตัลของ POF ช่วยให้มองเห็นผลิตภัณฑ์ได้เต็มที่และมองเห็นฉลากที่พิมพ์ได้ชัดเจนผ่านการห่อหุ้ม ในขณะที่รูปลักษณ์ที่แน่นหนาและเป็นมืออาชีพบ่งบอกถึงคุณภาพและให้หลักฐานการงัดแงะ ผู้ค้าปลีกรวมถึงซูเปอร์มาร์เก็ตรายใหญ่และผู้ให้บริการเติมเต็มทางออนไลน์จะระบุ POF สำหรับการดำเนินการบรรจุสินค้าล่วงหน้า เนื่องจากอุณหภูมิการปิดผนึกต่ำช่วยลดความเสี่ยงต่อความเสียหายจากความร้อนต่อฉลากที่พิมพ์ การพิมพ์ลายนูนบนฟอยล์ และส่วนประกอบของผลิตภัณฑ์ที่ไวต่อความร้อน ซึ่งอุณหภูมิที่สูงขึ้นของ PVC สามารถสร้างความเสียหายได้
ยาและผลิตภัณฑ์การแพทย์
ฟิล์มหด POF ช่วยในการห่อหุ้มกล่องยา ขวดวิตามินและอาหารเสริม ชุดอุปกรณ์ทางการแพทย์ และชุดอุปกรณ์ในโรงพยาบาล ฟิล์มทำหน้าที่เป็นซีลป้องกันการงัดแงะที่มองเห็นได้ การพยายามเปิดบรรจุภัณฑ์ก่อนซื้อจะทำลายฟิล์มหดด้วยวิธีที่ชัดเจนและไม่สามารถย้อนกลับได้ ฟิล์ม POF เกรดเภสัชกรรมผลิตภายใต้เงื่อนไข GMP และได้รับการรับรองมาตรฐานเภสัชตำรับ USP และ EU สำหรับสารสกัดและสารชะล้าง เพื่อให้มั่นใจว่าไม่มีสารที่เป็นอันตรายเคลื่อนตัวจากฟิล์มเข้าสู่ผลิตภัณฑ์ระหว่างการเก็บรักษา
การรวมแพ็คหลายแพ็คและโลจิสติกส์
ฟิล์มหด POF ใช้เพื่อมัดรวมสินค้าหลายรายการเป็นแพ็กใหญ่พร้อมจำหน่ายปลีก เช่น แพ็กเครื่องดื่ม ผลิตภัณฑ์กระดาษแพ็กใหญ่ และแพ็กสินค้ากระป๋องหรือขวดโหล ในแอปพลิเคชันนี้ ภาพยนตร์ทำหน้าที่เป็นทั้งสื่อขนส่ง (ยึดสิ่งของไว้ด้วยกันเพื่อจัดการและจัดแสดง) และเป็นสื่อส่งเสริมการขาย เนื่องจากสามารถพิมพ์ภาพยนตร์ด้วยข้อความส่งเสริมการขาย โลโก้แบรนด์ และข้อมูลราคาได้ โดยทั่วไปแล้ว POF เกจที่หนักกว่า (19–25 µm) จะถูกระบุสำหรับการรวมแพ็คหลายแพ็คเพื่อให้ทนทานต่อน้ำหนักและความต้องการในการจัดการของการใช้งาน
ข้อมูลจำเพาะทางเทคนิคเพื่อประเมินเมื่อเลือกฟิล์มหด POF
การเลือกเกรดฟิล์ม POF ที่ถูกต้องสำหรับการใช้งานเฉพาะจำเป็นต้องประเมินพารามิเตอร์ทางเทคนิคหลายประการ การใช้ฟิล์มไม่ระบุจะทำให้บรรจุภัณฑ์เสียหาย การระบุต้นทุนที่เพิ่มขึ้นมากเกินไปโดยไม่มีผลประโยชน์
- เปอร์เซ็นต์การหดตัว (MD และ TD): เปอร์เซ็นต์การลดขนาดในแต่ละทิศทางที่อุณหภูมิที่กำหนด การหดตัวแบบสมดุล (MD และ TD เท่ากัน) เป็นที่ต้องการสำหรับผลิตภัณฑ์ทรงสี่เหลี่ยมผืนผ้าส่วนใหญ่ ; ฟิล์มที่มีการหดตัว TD สูงกว่านั้นระบุไว้สำหรับผลิตภัณฑ์ที่สูงกว่าความกว้าง เพื่อให้แน่ใจว่าฟิล์มจะดึงแน่นบนพื้นผิวด้านบนโดยไม่เกิดรอยย่นที่ปลาย
- อุณหภูมิเริ่มต้นหดตัว: อุณหภูมิที่การหดตัวที่สำคัญเริ่มต้นขึ้น อุณหภูมิเริ่มต้นที่ต่ำกว่าช่วยให้อุโมงค์ทำงานที่อุณหภูมิต่ำลง ซึ่งช่วยประหยัดพลังงานและปกป้องผลิตภัณฑ์ที่ไวต่อความร้อน POF มาตรฐานเริ่มต้นที่ 95–110°C; เกรดอุณหภูมิต่ำเริ่มหดตัวที่ 80–90°C
- หมอกควัน (ความชัดเจนของแสง): วัดเป็นเปอร์เซ็นต์ของแสงที่ส่องผ่านแบบกระจาย ฟิล์ม POF ระดับพรีเมี่ยมมีค่าหมอกควันต่ำกว่า 1.5–2% - ความชัดเจนที่มองไม่เห็นโดยพื้นฐานแล้ว หมอกควันที่สูงขึ้นทำให้เกิดลักษณะขุ่นมัวซึ่งเป็นที่ยอมรับไม่ได้สำหรับการนำเสนอที่หรูหราและบรรจุภัณฑ์ขายปลีกระดับพรีเมียม
- ความแข็งแรงของซีลและการยึดติดที่ร้อน: แรงที่ต้องใช้ในการลอกซีลออกจากกัน และความแข็งแรงของซีลทันทีหลังจากการซีลก่อนที่จะเย็นตัวเต็มที่ (Hot Tack) การยึดติดที่ร้อนสูงมีความสำคัญอย่างยิ่งในสายการผลิตอัตโนมัติความเร็วสูง ซึ่งบรรจุภัณฑ์จะเคลื่อนที่ผ่านอุโมงค์ก่อนที่ซีลจะเย็นลงอย่างสมบูรณ์
- ความต้านทานการเจาะ: พลังงานที่ต้องใช้ในการเจาะฟิล์ม โดยวัดตาม ASTM D1709 (วิธีดาร์ทดรอป) หรือ ASTM F1306 (การเจาะช้า) สำคัญมากสำหรับผลิตภัณฑ์ที่มีมุมยื่นออกมาหรือขอบแหลมคม
- ประสิทธิภาพการป้องกันไฟฟ้าสถิตย์: POF แบบมาตรฐานจะสร้างประจุไฟฟ้าสถิตที่ดึงดูดฝุ่นและทำให้ฟิล์มเกาะบนเส้นความเร็วสูง POF ป้องกันไฟฟ้าสถิต — พร้อมสีทับหน้าหรือสารเติมแต่งป้องกันไฟฟ้าสถิตในตัว — ได้รับการระบุไว้สำหรับบรรจุภัณฑ์อิเล็กทรอนิกส์และสภาพแวดล้อมการผลิตที่มีความเร็วสูง
- ความสามารถในการพิมพ์: เกรด POF บางเกรดได้รับการเคลือบโคโรนาบนพื้นผิวเดียวหรือทั้งสองพื้นผิวเพื่อให้ได้พลังงานพื้นผิวที่จำเป็นสำหรับการยึดเกาะของหมึก POF ที่พิมพ์ได้ช่วยให้สามารถพิมพ์ตราสินค้าและข้อมูลลงบนฟิล์มหดได้โดยตรง โดยไม่จำเป็นต้องใช้ฉลากกระดาษหรือการ์ดแยกต่างหากในการใช้งานแพ็กใหญ่เพื่อส่งเสริมการขาย
ปัญหาการห่อฟิล์มหด POF ทั่วไปและวิธีแก้ปัญหา
ข้อบกพร่องส่วนใหญ่ในบรรจุภัณฑ์ที่ห่อด้วย POF เกิดจากการตั้งค่าพารามิเตอร์กระบวนการ มากกว่าข้อบกพร่องของฟิล์ม การทำความเข้าใจต้นตอของปัญหาแต่ละอย่างจะเป็นแนวทางในการปรับเปลี่ยนที่ถูกต้อง
ตาปลาและรูในภาพยนตร์หด
รูเล็กๆ หรือจุดหลอมละลายในบรรจุภัณฑ์สำเร็จรูปเกิดจาก อุณหภูมิอุโมงค์ที่มากเกินไป การไหลของอากาศที่รุนแรงเกินไปไปยังจุดเดียว หรือความหนาของฟิล์มไม่เพียงพอสำหรับอุณหภูมิการหดตัวที่ต้องการ . วิธีแก้ไข: ลดอุณหภูมิอุโมงค์ลงทีละ 5°C ลดความเร็วลม หรืออัพเกรดเป็นฟิล์มเกจที่หนาขึ้น รูที่อยู่ใกล้กับบริเวณซีลมักบ่งชี้ว่าอุณหภูมิของแถบซีลสูงเกินไป
ลักษณะเหี่ยวย่นหรือหูสุนัข
ลักษณะการหดที่ไม่สม่ำเสมอ รอยย่น หรือหูสุนัขบ่งชี้ว่ามีความร้อนไม่เพียงพอ — ฟิล์มยังเปิดใช้งานไม่เต็มที่และไม่สามารถทำให้วงจรการหดตัวสมบูรณ์ได้ สาเหตุหลัก ได้แก่ อุณหภูมิอุโมงค์ต่ำเกินไป ความเร็วสายพานสูงเกินไป (เวลาแฝงในอุโมงค์ไม่เพียงพอ) หรือเกรดฟิล์มที่มีอุณหภูมิเริ่มต้นการหดตัวสูงสัมพันธ์กับช่วงการทำงานของอุโมงค์ การเพิ่มอุณหภูมิอุโมงค์หรือการลดความเร็วของสายพานลง 10–15% โดยทั่วไปจะช่วยแก้ปัญหารอยยับได้ โดยไม่ต้องเปลี่ยนเกรดฟิล์ม หูสุนัขที่ปลายบรรจุภัณฑ์บ่งชี้ว่ามีการหดตัวของ TD ไม่เพียงพอ ไม่ว่าจะจากการเลือกเกรดฟิล์มหรือมีความร้อนไม่เพียงพอถึงส่วนปลายของบรรจุภัณฑ์
ซีลที่อ่อนแอหรือลอกออก
ซีลที่ลอกออกระหว่างหรือหลังการหดตัว บ่งชี้ว่าอุณหภูมิของลวด/ใบมีดของเครื่องซีลต่ำเกินไป เวลาการปิดผนึกสั้นเกินไป หรือพื้นผิวฟิล์มปนเปื้อนด้วยสารปลดปล่อยหรือสารเติมแต่งป้องกันการอุดตัน เพิ่มอุณหภูมิเครื่องซีลเป็นขั้นละ 5°C และตรวจสอบเวลาคงค้าง สำหรับสายการผลิตที่ต้องจัดการฟิล์มหลายเกรด ตรวจสอบให้แน่ใจว่าโปรไฟล์อุณหภูมิของเครื่องซีลถูกรีเซ็ตเมื่อเปลี่ยนเป็นฟิล์มที่มีอุณหภูมิการซีลที่บางลงหรือต่ำกว่า — การตั้งค่าอุณหภูมิที่เหมาะสมสำหรับฟิล์ม 19 µm อาจทำให้เกิดรอยไหม้หรือรูพรุนบนฟิล์ม 12 µm
ปัญหาการติดตามและการป้อนฟิล์ม
ฟิล์มเดินออกนอกจุดศูนย์กลาง ความตึงของฟิล์มไม่คงที่ หรือการฉีกขาดของฟิล์มเมื่อคลายออก มักเกิดจากการติดม้วนฟิล์มที่ไม่ถูกต้อง (ม้วนไม่อยู่ตรงกลางบนแกนหมุนที่คลายออก) แกนม้วนฟิล์มหลุดออกหรือเสียหาย หรือแรงดึงเบรกคลายมากเกินไป การเก็บม้วนฟิล์ม POF ที่ส่วนท้าย (แนวตั้ง) ทำให้เกิดการเสียรูปของแกนกลางและการกระจายแรงตึงไม่สม่ำเสมอ — เก็บม้วนในแนวนอนบนแกนของมัน บนชั้นวางที่มีเบาะรองนั่งเสมอ และให้ห่างจากแหล่งความร้อนโดยตรงที่อาจทำให้ชั้นฟิล์มด้านนอกหดตัวบางส่วนก่อนกำหนด
ความยั่งยืนและการรีไซเคิลของฟิล์มหด POF
ลักษณะทางสิ่งแวดล้อมของฟิล์มหด POF นั้นละเอียดกว่าการประเมินแบบง่ายๆ ว่าเป็นพลาสติกแบบใช้ครั้งเดียว คุณลักษณะหลายประการของ POF ทำให้เป็นหนึ่งในตัวเลือกบรรจุภัณฑ์แบบยืดหยุ่นที่ยั่งยืนมากขึ้น แต่ข้อจำกัดที่แท้จริงยังคงอยู่
ความสามารถในการรีไซเคิลในกระแสโพลีโอเลฟินส์
ฟิล์มหด POF เข้ากันได้ทางเคมีกับกระแสการรีไซเคิลโพลีโอเลฟิน โดยหลักการแล้วสามารถรีไซเคิลควบคู่ไปกับฟิล์ม LDPE (โพลีเอทิลีนความหนาแน่นต่ำ) ในแผนการรวบรวมฟิล์ม ในสหราชอาณาจักร POF ได้รับการยอมรับในกลุ่มรีไซเคิลพลาสติกชนิดอ่อนที่ดำเนินการโดยซูเปอร์มาร์เก็ตใหญ่ๆ (จุดรีไซเคิลกระเป๋าใส่ของ) ; ในสหรัฐอเมริกา สามารถรับได้ที่จุดรวบรวมฟิล์ม PE จากร้านค้าปลีกที่ร่วมรายการ ความท้าทายในทางปฏิบัติคือ POF ที่เป็นวัสดุผสม (ที่มีชั้นนอกที่เป็น PP และแกน PE) นั้นรีไซเคิลได้ยากกว่าฟิล์ม PE ที่เป็นวัสดุเดี่ยว ส่วนประกอบ PP และ PE มีจุดหลอมเหลวที่แตกต่างกัน ซึ่งต้องใช้ตัวปรับความเข้ากันได้หรือเงื่อนไขในการแปรรูปซ้ำเฉพาะเพื่อผลิตการรีไซเคิลที่ใช้งานได้
การลดขนาด: ลดฟิล์มต่อแพ็คเกจ
การปรับปรุงความยั่งยืนที่มีประสิทธิผลมากที่สุดประการหนึ่งในบรรจุภัณฑ์ POF คือการลดขนาดลง โดยใช้ฟิล์มที่บางกว่าซึ่งยังคงมีประสิทธิภาพเพียงพอสำหรับการใช้งาน เทคโนโลยี POF ที่ก้าวหน้าช่วยให้ฟิล์มเกจเฉลี่ยลดลงจาก 19–25 µm ในปี 1990 เป็น 12–15 µm สำหรับการใช้งานค้าปลีกมาตรฐานจำนวนมากในปัจจุบัน ลดการใช้พลาสติกต่อบรรจุภัณฑ์ลง 30–40% โดยไม่กระทบต่อประสิทธิภาพ การลดขนาดเพิ่มเติมเป็นเกรดบางพิเศษ 10–12 µm นั้นมีให้สำหรับการใช้งานที่มีความต้องการต่ำที่สุด
ทางเลือก POF ชีวภาพและย่อยสลายได้
ผู้ผลิตหลายรายกำลังพัฒนาฟิล์มหดแบบเน้นสองแกนจากโพลีโอเลฟินส์จากชีวภาพ (PE ที่ได้มาจากเอทานอลจากอ้อย) และจากโพลีเมอร์ที่ย่อยสลายได้ (ฟิล์มหดจาก PLA) PE ชีวภาพมีประสิทธิภาพเหมือนกันกับ PE ที่ใช้ปิโตรเลียม และสามารถรีไซเคิลได้ทั้งหมดในแหล่งเดียวกัน ฟิล์มหดที่ใช้ PLA สามารถย่อยสลายได้ในอุตสาหกรรม แต่มีช่วงการหดตัวและความชัดเจนต่ำกว่าเมื่อเทียบกับ POF ซึ่งจำกัดการใช้งานกับผลิตภัณฑ์เฉพาะกลุ่มที่การรับรองความสามารถในการย่อยสลายเป็นข้อกำหนดเฉพาะของตลาด ปัจจุบัน POF แบบชีวภาพมีต้นทุนพรีเมียมอยู่ที่ 15–30% มากกว่าสิ่งที่เทียบเท่ากับปิโตรเลียม โดยช่องว่างจะลดลงเมื่อปริมาณการผลิตเพิ่มขึ้น
สินค้าแนะนำ






ติดต่อเรา
ต้องการทราบข้อมูลเพิ่มเติม?
- E-mail: [email protected]
- Phone: +86-18761594570 ( คุณเจนนี่ เฉิน )
- WhatsApp: +86-18761594570
- Address : เลขที่ 58-2 ถนน Panlongshan เมือง Shanguan เมือง Jiangyin มณฑล Jiangsu ประเทศจีน
ลิงค์ด่วน
หมวดหมู่สินค้า
ติดตามเรา
ลิขสิทธิ์ © 2025 by Jiangyin Guanghong บรรจุภัณฑ์วัสดุ จำกัด Rights Reserved.
 ผู้ผลิตฟิล์มหด POF
ผู้ผลิตฟิล์มหด POF